







Refinery unit pipelines and high-pressure process piping.
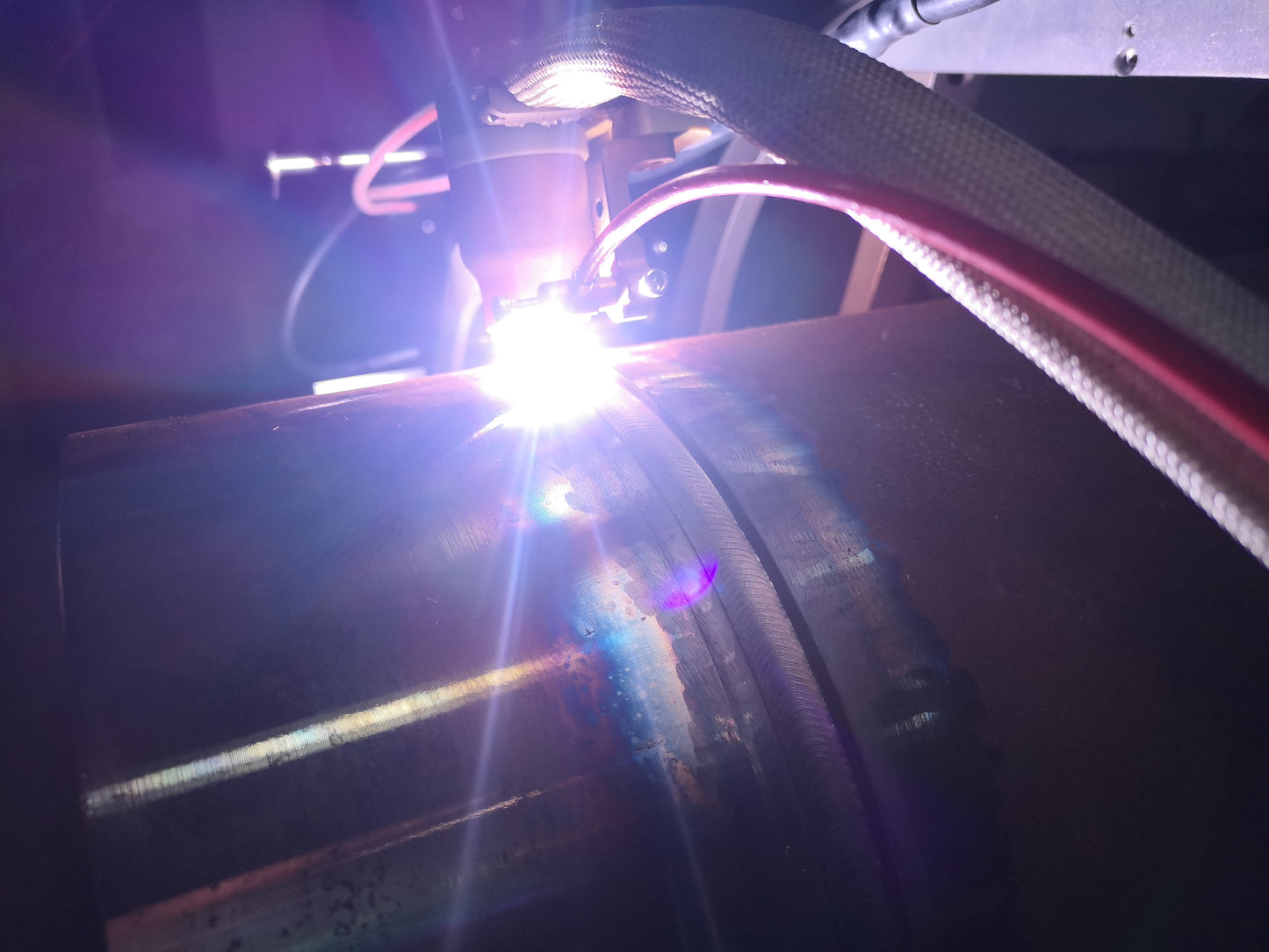
Refinery unit shutdown and turnaround projects compress hundreds to thousands of pipe joints into short turnaround windows where weld throughput directly determines turnaround cost. The K-series open-head mounts on installed pipe without requiring end access - the welding head rotates around the stationary pipe through flat, horizontal, vertical, and overhead positions, with the FXT40 Pro's per-zone parameter control compensating for the thermal asymmetry between top-of-pipe (flat 1G) and bottom-of-pipe (overhead 4G) within a single rotation.
The 8 zones x 8 stages programming structure stores procedure-qualified parameter sets for each material x wall x diameter combination in your refinery's WPS library. The 50-group recipe library is structured to hold the complete set of refinery process pipe procedures (Sch.40 / Sch.80 carbon, 316L process lines, duplex 2205 sour service) for instant operator recall.