






Closed-chamber
FXT20 + C-series
Straight tube-to-tube closed-chamber welds. φ3.175–168 mm. Semiconductor UHP, biopharma WFI, sanitary food.
FYID-Feiyide
Couldn't load pickup availability










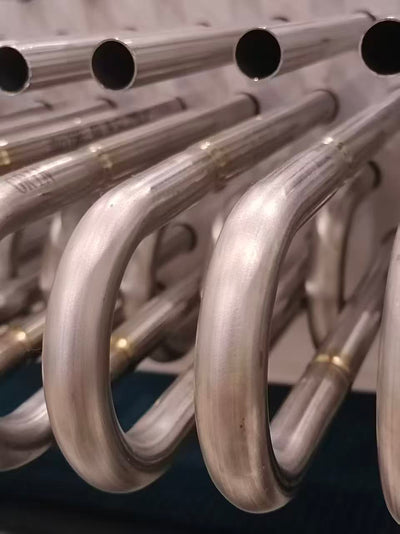
Pulse TIG socket welder for tube-in-tube U-bend joints. Four U-series heads (U12 / U16 / U20 / U25) cover the U-tube heat exchanger and AI data center cooling tube range.
The FYID-Feiyide FXT20 Pro + U-series is an automated orbital GTAW (TIG) welding system purpose-built for circumferential fillet welds between U-bend tubes and straight tubes — the “tube-in-tube” socket joint geometry found in heat exchanger U-tube bundles, AI data center liquid cooling modules, and pharmaceutical double-tube heat exchangers.
This is not a general-purpose orbital welder adapted for U-bend joints. The FXT20 Pro + U-series was designed from the ground up for three failure modes unique to this joint geometry: arc length instability on the inner tube surface during rotation, burn-through on thin combined wall thickness at the socket, and insufficient argon protection of the 316L stainless steel inner wall during overhead passes.
The 5 A arc initiation and full closed-loop servo rotation deliver consistent heat input and arc length on every joint in a production batch, with per-weld parameter logging that supports quality inspection traceability for rack-level cooling system commissioning.
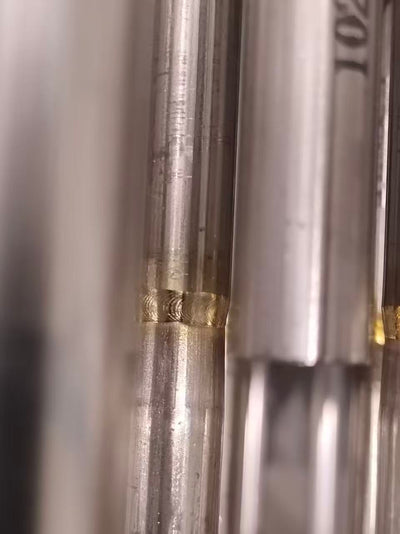
The dual-channel integrated argon protection — external weld pool and internal tube simultaneously — produces silver-white oxide-free weld interiors on 316L stainless steel, preventing iron oxide particulate from entering the cooling loop and reaching GPU cold plate micro-channels.
1.5 kg · Min tube pitch ≥18 mm · Min straight extension ≥16 mm. Densely-packed U-tube bundles.
2.0 kg · Min tube pitch ≥18 mm · Min straight extension ≥16 mm. Standard refrigeration and HX U-tube.
3.0 kg · Min tube pitch ≥24 mm · Min straight extension ≥16 mm. Medium-bore U-tube bundles.
3.5 kg · Min tube pitch ≥30 mm · Min straight extension ≥16 mm. Large U-tube HX, double-tube pharma.
All four U-series heads (U12 / U16 / U20 / U25) run on one FXT20 Pro. Industrial PLC + 10-inch touchscreen, 8-zone × 8-stage parameter control, 200 program groups, full closed-loop servo rotation with <1 ms response. Dual-channel integrated argon protection (external weld pool + internal tube simultaneous). For straight tube-to-tube orbital welds, see the FXT20 + C-series closed-chamber platform.
Before ordering, confirm your bundle drawing against these access constraints. The U-series head must physically position and rotate at each tube-in-tube socket joint. If tube pitch or straight extension does not meet the minimum for the selected head, the head cannot reach the joint.
What to send us before quoting: Your heat exchanger or cooling module tube bundle drawing (or dimensional table) showing tube OD, wall thickness, tube pitch (center-to-center spacing), and straight extension length beyond the U-bend. We confirm head fit and write the initial parameter program before order confirmation.
No. They share the same compact power source class (220V single-phase 4.5 kVA 5–200A) but are different products with different head geometries. FXT20 + C-series heads are closed-chamber heads for straight tube-to-tube butt welds. FXT20 Pro + U12/U16/U20/U25 heads are U-bend socket heads for tube-in-tube fillet welds. The power source model is FXT20 Pro; the welding head series is called the U-series (U12, U16, U20, U25). The C-series and U-series heads do not interchange.
Joint geometry. AI data center cooling has two joint families: straight tube-to-tube manifold welds (use FXT20 + C-series closed-chamber) and U-bend socket joints where a return bend connects to a straight tube (use FXT20 Pro + U12/U16/U20/U25). Whether both are needed depends on the cold-plate, manifold, and return-bend design.
CuNi alloys are listed as “compatible with parameter adjustment.” Standard pre-loaded programs do not cover CuNi by default; we develop custom procedures on request. For high-volume CuNi production runs, contact our process engineering team for procedure qualification support.
Different joint type. PT40 welds the tube end to the tubesheet face (the joint where a straight tube terminates at the tubesheet of a heat exchanger). FXT20 Pro + U-series welds the U-bend return socket where a U-shaped tube connects back to a straight tube section. A typical heat exchanger build needs both — PT40 for tubesheet seal welds and FXT20 Pro for U-bend returns.
U-bend welds rotate around a fixed center. Stepper-motor systems can lose steps on torque transients (a sudden weld pool shift) and produce circumferential weld profile inconsistency. The full closed-loop servo eliminates step-loss risk — the drive corrects within 1 ms of any disturbance. This is why drive control matters on production batches where weld profile consistency is inspected joint by joint.
The FXT20 Pro-C is a specialized automated system designed for the high-precision socket welding of heat exchanger U-tubes to straight tubes. Known as a "precision surgeon" for tube bundles, it utilizes pulse TIG welding technology to complete 360° circumferential fillet welds. It is specifically engineered to ensure leak-free operation in high-temperature and high-pressure environments, replacing inconsistent manual welding.
It addresses four critical industry challenges: burn-through of thin-walled tubes, inconsistent penetration in confined spaces, oxidation of the internal weld bead, and the cracking of welds during post-weld tube expansion. By using digital 8-zone programming, it ensures a uniform weld formation that manual welding cannot replicate.
Yes. The FXT20 Pro-C features ultra-low current control with arc initiation starting at just 5A. This precision, combined with a Pulse DC TIG control system, allows it to weld tubes with a combined wall thickness of ≤1.6mm perfectly, making it ideal for small-diameter heat exchanger tubes (φ16mm and below).
The system is optimized for austenitic stainless steel (304, 316L) and duplex stainless steel (2205). Its integrated internal argon gas channel prevents sensitization and oxidation, maintaining the original physical and corrosion-resistant properties of the stainless steel.
During the welding of stainless steel, high temperatures can cause the internal wall to oxidize and turn black. The FXT20 Pro-C integrates an internal argon interface that delivers protective gas inside the tube simultaneously with the external torch. This ensures a silver-white metallurgical appearance on the inner wall, meeting GMP cleanliness standards without the need for pickling.
Absolutely. The FXT20 Pro-C is designed specifically for the "weld before expand" sequence required by standards like ASME VIII and GB/T 151. By precisely controlling heat input, it creates high-strength welds that do not crack during the subsequent tube expansion process, eliminating crevice corrosion risks.
The welding head features a compact horseshoe-shaped structure that requires a minimum tube center spacing of 38.1mm. This allows it to access and weld compact tube bundles where manual welding is impossible due to dense tube arrangements.
Yes. The welding head is extremely lightweight at only 3kg, and the power source weighs 22kg. It is designed for portability, allowing operators to move between workstations or perform on-site repairs easily with its standard 8-meter flexible cable.
It uses an 8-zone independent programming system and a full closed-loop servo control system. This allows the machine to automatically adjust current and rotation speed at different positions (such as 6 o'clock vs. 12 o'clock) to compensate for gravity effects, ensuring uniform weld beads throughout the entire circumference.
We provide 7×18 hours online video support in English and Chinese, a 12-month warranty, and lifetime technical assistance. Our service includes remote diagnosis and PQR (Procedure Qualification Record) support to help customers optimize their welding parameters for specific materials and wall thicknesses.